| 1- Le moulage dit "au contact"... |
| |
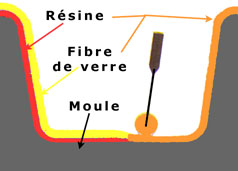
| C'est la méthode qui perdure depuis les premières ailes d'avion en tissu, elles étaient alors enduites de résine polyester au pinceau.
Le principe est simple : on applique, avec un rouleau ou un pinceau spécifique, de la résine polyester sur une bande de tissu de verre (prédécoupée d'un rouleau) jusqu'à l'imprégnation complète des fibres de verre. Une fois le tissu de verre correctement imbibé, on extrait les bulles d'air prisonnières du tissu enduit avec un rouleau dit "débulleur". Cette opération est primordiale car elle garantit l'isotropie du stratifié et donc ses qualités mécaniques. Cette méthode reste très usitée pour de petites pièces ou pour des surfaces non traitables en projection simultanée. |
 |
| |
| 2- Le moulage dit par "projection simultanée"... |
| |
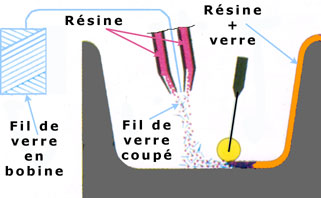
| On ne prédécoupe plus des bandes de tissu de verre dans un rouleau, mais on projette directement du fil de verre coupé issu d'une bobine (unifilo de verre multibrins), avec une machine dite à projeter, équipée d'un pistolet à air comprimé et de couteaux rotatifs. La fibre coupée est projetée puis mélangée à de la résine polyester catalysée (système de multiples buses indépendantes). La fibre de verre arrive donc sur la pièce déjà imbibée de résine, prête à être débuller. C'est un gain de temps énorme ! Sur le plan technique, si le projetage est correctement effectué, le mélange polyester/verre est plus homogène que des bandes de tissu de verre coupées, l'unifilo de verre coupé n'ayant pas de "liant". A la différence d'une présentation sous format rouleau, où le mât de verre est issu d'une agglomération de fibres coupées tenues entre elles par produit appelé "liant", qui se dissout sous l'effet du styrène... |
 |
| |
| 3- Le moulage par "injection basse pression"... |
| |
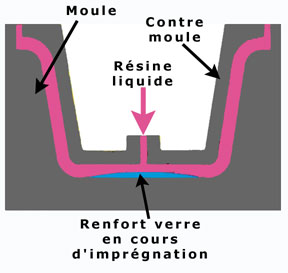
| Généralement utilisée pour des pièces de petite taille, l'injection basse pression permet de quantifier avec exactitude l'échantillonnage et le poids des pièces. Son atout majeur, c'est la finition parfaite des deux côtés de la pièce puisqu'on utilise deux moules. Le temps du process est aussi mieux maitrisé... La méthode est simple, on met dans les moules les renforts de verre. Puis on injecte sous pression une résine polyester spécifique, avec une quantité très légèrement supérieure au volume interne, par des points précis d'injection. L'air puis le trop plein de résine s'échappent sous l'effet de la pression de la résine, par des évents judicieusement placés sur les moules. Le seul inconvénient et il est majeur pour le chantier : le coût ! On double quasiment le travail de conception : deux moules à construire et à ajuster. Ce type de mise en oeuvre est utilisé pour les capots, les tables, les arceaux et aussi les consoles de pilotage... Certains chantiers construisent des coques de petits semi-rigides avec cette méthode et le groupe Genmar (50 à 60000 bateaux/an...) construit des coques de bateaux de 5,50 m avec ce procédé...Autre avantage, surtout pour les applicateurs, les émanations de styrène sont réduites... |
 |
| |
| 4- Fabrication : Le pistolage du gelcoat, élément commun au moule de pont et coque ... |
| |
 |
Le moule de pont ou de coque a donc été ciré puis soufflé pour enlever les dernières poussières résiduelles... Les portes de la cabine de pistolage se referment, les ventilateurs se mettent en route et les spots halogènes crachent leur lux pour faire étinceler la brillance du moule de pont... Un homme très important rentre en jeux : le Pistoleur. C'est à lui qu'incombe une des tâche les plus difficiles du process de fabrication : le pistolage du gelcoat... Le gelcoat n'est pas une peinture, c'est une résine qui ne se tend pas, qui donne à la fois la couleur finale et retransmet par effet rhéologique la brillance du moule, enfin il étanchéifie la fibre de verre. C'est donc une phase primordiale de la construction. Son épaisseur doit être comprise en 0,7 et 0,9 mm !!! Et cela uniformément dans tout le moule. Vous imaginez alors quelle dextérité et professionnalisme il faut pour rester dans cette plage d'épaisseur très restreinte. Si vous êtes < à 0,7mm vous risquez de ne pas être étanche et d'avoir des frisures lors de l'application de la résine, si vous êtes > à 0,9 mm vous rendez le gelcoat cassant car il perd de sa souplesse... Pas simple ! |
| Le pistoleur doit donc fortement s'appliquer car de son travail va découler l'aspect final et un bon veillissement du bateau dans le temps. Ses seul outils de contrôle sont ses yeux, car suivant son épaisseur, le gelcoat n'a pas tout à fait la même couleur, et le peigne à épaisseur. Cet instrument, grâce à la graduation de ses dentelures, indique l'épaisseur réelle du gelcoat frais lorsqu'on l'applique sur le moule. Le gelcoat a une place très importante dans la qualité du bateau. Son prix suivant ses propiétés physiques post application peut varier du simple au double. Les gelcoats de moindre qualité pour les applications maritimes, sont les gelcoats orthophtaliques et la qualité supérieure étant le gelcoat isophtalique avec des additifs pour la résistance aux UV et des agents plastifiants, comme le néopentyl-glycol, pour sa souplesse dans le temps. Les gelcoats spécial marine reçoivent d'ailleurs, pour certains, un label Lloyd's et/ou Véritas. Les particularités techniques du gelcoat doivent donc être très étudiées avant de définir le produit qui convient ... Surtout pour les coques ! |
 |
